 |
Пам'ятники нашої молодості
Друзі, яких я не побачу
Очима ветерана
ТОВ "Видавництво "Горобець", 2011. -336стор: 90 іл. ISBN 978-966-2377-19-4.
© Б.М.Малиновський, 2011
"Найдорожче для людини - його спогади і чим більше вони пов'язані з якимись переломними моментами, які вимагають величезної напруги сил і нервів, а то і трагічними подіями, тим вони дорожче."
Ф.М.Достоєвський |
Пам'ятники нашої молодості
Продовження
Перша докторська дисертація, підготовлена в ОЦ АН УРСР
Підготувати докторську дисертацію у вигляді доповіді про виконані і опубліковані роботи мені запропонував В.М.Глушков. Виступаючи на моєму захисті, він підкреслив велике народногосподарське значення роботи: "...Поза всяким сумнівом, така робота, як ця, величезна за своїм народногосподарським значенням, важлива і дуже глибока за своїм науковим рівнем і разом з тим дійсно, вимагала, колосальних зусиль і напруги, заслуговує на найвищу оцінку у всіх відносинах, зокрема - присудження її автору і керівнику ученого ступеня доктора технічних наук". Попередньо я виступив з доповіддю про УМШП в ряді добре відомих в Радянському Союзі організацій: Московський енергетичний інститут, Центральний науково-дослідний інститут комплексної автоматизації, Інститут управляючих машин (Москва), попросив ознайомитися з моєю доповіддю С.О.Лебедєва. Отримав схвальні відгуки. Опонентами намічалися: професор Темников (МЕІ), д.т.н. Папернов (закритий інститут), д.т.н. Солодовников (МВТУ ім. Баумана), д.т.н. Івахненко (Інститут кібернетики АН УРСР). Захист був успішним, голосування - одноголосним. Нижче наводиться текст доповіді.
АКАДЕМІЯ НАУК УРСР
ОБ'ЄДНАНА ВЧЕНА РАДА ТЕХНІЧНИХ НАУК
Б.М. МАЛИНОВСЬКИЙ
РОЗРОБКА, ДОСЛІДЖЕННЯ І ВПРОВАДЖЕННЯ В ПРОМИСЛОВІСТЬ ЦИФРОВОЇ УПРАВЛЯЮЧОЇ МАШИНИ ШИРОКОГО ПРИЗНАЧЕННЯ УМШП
Доповідь по виконаних і опублікованих роботах і винаходах, представлених до захисту на здобуття наукового ступеня доктора технічних наук
1.
Робота виконана в 1958-1961 рр. в Обчислювальному центрі АН УРСР і на ряді підприємств УРСР.
Київ-1963
Вступ
Розробка УМШП була виконана для того, щоб реалізувати на практиці нові принципи побудови цифрової управляючої машини, оцінити їх раціональність в процесі широкого напівпромислового експериментального дослідження, визначити надійність роботи основних пристроїв УМШП в виробничих умовах, а також встановити найбільш ефективні шляхи впровадження в промисловість цифрових управляючих машин широкого призначення.
Така постановка задачі дослідження вимагала, крім розробки машини, організації великого дослідно-промислового експерименту, що включає виготовлення дослідної партії машин УМШП і запуск їх в експлуатацію в реальних виробничих умовах.
Для дослідно-промислової перевірки УМШП були обрані істотно різні між собою процеси: циклічний процес виплавки сталі в конверторах, безперервний процес отримання кальцинованої соди, підготовка програм для газорізальних верстатів, що виготовляють деталі складної конфігурації, а також проведення складного фізичного експерименту.
Запуск машин в дослідну експлуатацію безпосередньо на виробничих об'єктах зажадав алгоритмізації технологічних процесів, розробки структурних схем систем автоматизації, сполучення існуючих джерел і приймачів інформації на об'єкті з УМШП, налагодження, запуску і тривалої дослідної експлуатації систем.
Алгоритми контролю і управління наміченими процесами розроблялися одночасно з проектуванням та виготовленням машини. На час виготовлення перших зразків УМШП більшість алгоритмів були складені. Це дозволило встановити машини на об'єктах і відразу ж перейти до відпрацювання алгоритмів і наміченим дослідженням. Робота прискорювалася і тим, що в процесі складання алгоритмів частина з них перевірялася шляхом постановки дослідів з управління окремими об'єктами на відстані за допомогою універсальної цифрової машини, встановленої в Інституті кібернетики АН УРСР.
Дослідження УМШП в лабораторних і виробничих умовах показало високі експлуатаційні якості машини і підтвердило раціональність принципу широкого призначення для управляючих машин. Це дозволило рекомендувати УМШП для серійного виробництва і використання в різних системах контролю і управління тим класом об'єктів, на який розраховувалася УМШП: великі промислові установки, окремі цехи заводів і т.п., а також для застосування в якості обчислювальної машини, в першу чергу, в системах підготовки даних для верстатів з програмним керуванням.
Випуск дослідної партії машин УМШП, здійснений Київським РНГ на замовлення Інституту кібернетики АН УРСР, сприяв швидкому переходу до їх серійного виробництва. Виготовлені промисловістю машини УМШП впроваджуються на важливі об'єкти металургійної, хімічної та інших видів промисловості.
Аналіз результатів проведених досліджень дозволив обгрунтувати рекомендації для заводу-виготовлювача щодо подальшого удосконалення УМШП, дав можливість встановити специфіку проектування цифрових управляючих машин і систем та дозволив намітити найбільш раціональні шляхи впровадження в промисловість цифрових управляючих машин широкого призначення.
Зазначені роботи проводились в Інституті кібернетики АН УРСР і впроваджувалися на заводах Київського, Дніпровського та Чорноморського раднаргоспів і на ряді інших підприємств.
Автор доповіді є керівником найвідповідальніших ділянок роботи зі створення, дослідження та впровадження УМШП. Основні результати роботи викладені в поданих до захисту наукових працях і винаходах (див. Додаток І), в тому числі в книзі "Цифрові управляючі машини та автоматизація виробництва", прийнятої до друку "Машгиз" в 1963 році, а також зафіксовані Актом і Протоколами Міжвідомчої Держкомісії Комітету радіоелектроніки СРСР і Комітету по приладах, засобах автоматизації і системам управління Держплану СРСР.
Нижче викладається короткий зміст виконаних і опублікованих робіт.
1. Принцип широкого призначення цифрових управляючих машин
Роботи в області управляючих систем, що включають цифрові швидкодіючі машини, були розпочаті в СРСР майже одночасно з появою універсальних швидкодіючих математичних машин. Перші управляючі машини і системи промислового призначення створювалися для конкретних промислових об'єктів і мають певні елементи спеціалізації. Вони полягають в специфічній побудові пристроїв зв'язку з об'єктом розроблених стосовно автоматизуємих процесів, у відсутності будь-яких можливостей модифікації базової конструкції машин, в невисокій швидкодії і обмеженому об'ємі оперативної пам'яті.
Необхідність швидкого впровадження цифрових управляючих машин в умовах недостатньо алгоритмізованого виробництва, а також прагнення зробити систему цифрового керування здатної до поступової еволюції, тобто що дозволяє легко нарощувати функції контролю і управління в міру вивчення виробництва і ускладнення алгоритму управління, привела до необхідності створення, крім цифрових спеціалізованих машин, управляючих машин широкого призначення.
Цифровою управляючою машиною широкого призначення є машина, придатна для використання в системах контролю і управління певним класом технологічних процесів.
Раціональність принципу широкого призначення цифрових управляючих машин випливає, в першу чергу, з інформаційних особливостей, властивих технологічним процесам.
Відомо, що з інформаційної точки зору або, інакше кажучи, з точки зору вимог до управляючої машини по зніманню, обробці і видачі інформації, різні технологічні процеси відрізняються один від одного. Проте, серед них можна намітити цілі класи процесів, досить близьких між собою за вимогами до управляючої машини.
Очевидно, що кількість типів управляючих машин широкого призначення можна обмежити кількістю цих класів.
Певні і навіть дуже серйозні розбіжності між процесами одного класу цілком припустимі, тому що передбачається, що принцип широкого призначення включає вимогу легкої модифікації машини, тобто можливість підбирати склад її пристроїв стосовно до вимог автоматизації.
На першому етапі в якості окремих класів можна прийняти основні процеси в окремих, найбільш підготовлених до цифрової автоматизації галузях промисловості, не накладаючи на це занадто суворих обмежень і не виключаючи можливості взаємного використання куправляючих машин для автоматизації процесів різних класів. Надалі поділ технологічних процесів на класи можна виконати більш обгрунтовано, з урахуванням робіт зі створення стандартних систем приладів вимірювання та регулювання виробничих параметрів і стандартного технологічного обладнання, а також на основі аналізу алгоритмів управління, отриманих при дослідженні дослідних систем.
З іншого боку, принцип широкого призначення може бути технічно реалізований завдяки ряду властивостей цифрових машин, які можна використовувати при побудові управляючої машини широкого призначення:
1. Набір операцій звичайних універсальних цифрових машин є алгоритмічно повним, тобто забезпечує можливість програмування будь-якого алгоритму управління процесом.
2. Програмне управління, притаманне цифровим машинам, дає можливість пристосовувати їх для управління різними об'єктами без будь-яких істотних, конструктивних змін шляхом простої зміни програм, що записуються в пристрої пам'яті.
Зміна об'ємів пам'яті, необхідна внаслідок різних об'ємів інформації, що підлягає обробці при управлінні різними об'єктами, досягається секційною побудовою запам'ятовуючого пристрою машини.
Запас по продуктивності (швидкості) обробки інформації (для того, щоб перекрити вимоги класу об'єктів, на управління якими розраховується машина), забезпечується вибором для неї досить швидкодіючих елементів і вузлів.
Можливість підключення друкуючих пристроїв і пристроїв зв'язку з джерелами інформації для цифрової машини можна зробити практично необмеженою, домовившись про стандартний спосіб підключення їх до машини та ін.
Наявність в управляючій машині широкого призначення універсальної обчислювальної частини забезпечує їй всі переваги, властиві універсальним цифровим обчислювальним машинам.
У той же час управляюча машина широкого призначення має значну частину переваг, властивих спеціалізованим цифровим обчислювальним машинам.
Часткова спеціалізація управляючої машини широкого призначення досягається, в основному, за рахунок гнучкої структурної схеми і автономності основних пристроїв машини, завдяки чому з'являється можливість створювати різні модифікації машини, що відрізняються складом апаратури, а отже, і можливостями контролю та управління. Стандартна побудова і автономність основних пристроїв і блоків машини дозволяє використовувати їх як окремо, так і в різних комбінаціях один з одним.
Принцип широкого призначення не виключає принципу глибокої спеціалізації цифрових управляючих машин. Спеціалізовані управляючі машини та управляючі машини широкого призначення є двома дуже важливими класами машин.
У всіх випадках, коли алгоритм управління процесом досить простий, постійний і має певну специфіку, що дозволяє істотно спростити структуру і конструкцію машини, необхідно створювати і використовувати спеціалізовані машини. В інших випадках використання управляючих машин широкого призначення має явні переваги.
Ці переваги особливо наочно проявляються при розгляді питань організації крупносерійного виробництва управляючих машин, при вирішенні питань автоматизації в умовах слабо алгоритмізованих технологічних процесів, а також при створенні управляючих систем, розрахованих на постійне вдосконалення і розвиток. Принцип широкого призначення дає в даному випадку додатковий економічний ефект, суттєво доповнює економічний ефект автоматизації.
2. Основні параметри і принципи побудови управляючої машини широкого призначення
УМШП - перша в СРСР управляюча машина широкого призначення.
При розробці УМШП враховувалося, що внаслідок різноманітності вимог до інформаційних можливостей управляючих машин з боку різних виробництв не можна обійтися однією типовою машиною, придатною для будь-яких систем автоматизації.
УМШП була спроектована як управляюча машина з середніми інформаційними можливостями [19].
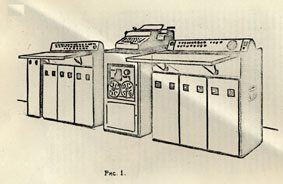
Машина УМШП призначена для контролю і управління різними технологічними установками, окремими цехами та іншими промисловими об'єктами зосередженого характеру; крім цього, її зручно використовувати для підготовки даних для верстатів з програмним керуванням, автоматизації складних експериментів, для вивчення виробничих процесів в період підготовки їх до автоматизації за допомогою цифрової техніки і т.п. Зовнішній вигляд однієї з модифікацій УМШП показується на рис.1.
Обчислювальна частина машини побудована за принципом універсальної цифрової обчислювальної асинхронної двоадресної машини паралельної дії з урахуванням принципу широкого призначення та інших вимог, специфічних для систем управління промисловими об'єктами: висока надійність роботи, простий метод програмування, можливість роботи в реальному масштабі часу, наявність великих обсягів пасивної пам'яті, можливість друку цифр і букв, можливість зручного і швидкого обміну інформацією з пристроєм зв'язку з об'єктом і т.п.
Крім обчислювальної частини, УМШП має пристрій зв'язку, що дозволяє підключати обчислювальну частину до джерел і приймачів інформації на об'єкті. Воно виконане у вигляді самостійної конструкції з напівавтономним управлінням з таких міркувань:
а) обчислювальну частина УМШП можна використовувати в якості машини підготовки даних для пристроїв з цифровим керуванням;
б) спрощується експлуатація машини завдяки поділу обчислювальних функцій від функцій знімання і видачі інформації по різних, конструктивно окремих частинах машини;
в) полегшується заміна пристрою зв'язку, доданого до машини, на більш складний або простий, якщо це необхідно.
Для забезпечення можливості створення різних модифікацій УМШП стосовно до конкретних систем автоматизації її структурна схема виконана досить гнучкою, що дозволяє змінювати склад пристроїв машини. На додаток до цього, автономна побудова основних пристроїв полегшує їх самостійне використання. З метою реалізації різних алгоритмів управління і забезпечення роботи управляючої машини в реальному масштабі часу швидкодія арифметичного пристрою і машини в цілому обрані досить високими (основні мікрооперації, що виконуються в арифметичному пристрої - додавання і зсув - здійснюються за 14 і 2 мксек відповідно). Арифметичний пристрій виконано по паралельному принципу дії з використанням фіксованої коми.
Пристрій оперативної і пасивної пам'яті відповідно до принципу широкого призначення розбиті на секції. Кожна секція розрахована на запис 512 "слів". Для забезпечення необхідної швидкодії в якості елементів пам'яті використані мініатюрні магнітні сердечники. Час одного звернення до секції пам'яті становить 14 мксек.
Для запису постійних програм управління і констант сконструйовані знімні лінійки, розраховані на запис 128 "слів" кожна.
Об'єм пам'яті УМШП може змінюватися від 512 до 5120 "слів". Розрядність УМШП обрано рівної 26 двійковим розрядам (включаючи розряд знаку). Така розрядність зручна для запису двоадресних команд, прийнятих в УМШП, і дозволяє реалізувати досить широке коло алгоритмів з достатньою точністю обчислень.
Пристрій управління УМШП розрахований, виходячи з вимог максимальної модифікації машини. Використання двоадресних команд і природного порядку вибірки їх з пам'яті істотно спростило схеми пристрою керування. Крім звичайних, він включає 7 операцій, що забезпечують передачу інформації між обчислювальною частиною машини і пристроєм зв'язку з об'єктом.
Час виконання найбільш команд з логічними діями, які часто зустрічаються при управлінні промисловими об'єктами, в тому числі команд опитування цифрових датчиків, а також коротких операцій додавання і віднімання становить близько 30 мксек.
Внаслідок секційної побудови пам'яті і обмеженості розрядної сітки для УМШП прийнятий програмний спосіб перемикання секцій пам'яті, який реалізується за допомогою пристрою управління.
Пристрій друку інформації виконано з розрахунку друку цифр і букв. Інформація для оператора друкується рядками на паперовий рулон, шириною 450 мм (7 знаків в сек.) по 150 знаків в рядку чорним або червоним кольором. Команди і первинний числовий матеріал вводиться в УМШП з шестидоріжкової перфострічки фотооптичним способом зі швидкістю 40 команд або 45 чисел в сек.
Пристрій зв'язку з об'єктом розрахований на сполучення з датчиками безперервного дії (до 250 датчиків), що мають на виході напругу 0÷20 в або струми 0÷20 ма.
Час одного аналого-дискретного перетворення становить 2 мсек, точність тракту перетворення 0,5%. В [10] показується, що дані параметри забезпечують знімання інформації для дуже широкого кола виробничих процесів. Достатню швидкодію і точність процесу знімання інформації в УМШП забезпечено використанням транзисторного комутатора і швидкодіючого перетворювача напруги в код, час імпульсного типу. У пристрій зв'язку включені вузли, що забезпечують автоматичну передачу цифрової інформації від машини на вузли управління задатчиками регуляторів і реле управління. Вузли управління задатчиками регуляторів і реле управління виключені з машини. Це зроблено виходячи з припущення, що ці вузли повинні бути в складі диспетчерського пульта керування у вигляді окремих блоків. В обгрунтування цього можна навести такі аргументи:
а) Число зв'язків від машини до пульта управління первинною автоматикою зменшується до мінімуму.
б) Електричний характер зв'язків між машиною і пультом управління забезпечує простоту їх виконання і не висуває особливих вимог до розташування управляючої машини по відношенню до апаратури диспетчерського управління.
в) Апаратура, що забезпечує управління задатчиками регуляторів і реле управління, ближче за своїм профілем до апаратури диспетчерського управління (хоча і може включати частину елементів, властивих вузлам і блокам машини), тому її проектування і виготовлення слід здійснювати в тісному зв'язку з апаратурою диспетчерського управління. Як вузол, що забезпечує видачу цифрової інформації з УМШП в вузол управління, задатчиками регуляторів в машині використаний 17-розрядний регістр на стандартних тригерних комірках. Кількість розрядів, що відводяться на запис адреси і завдання регулятору, задається програмою роботи машини.
Як вузол, що видає цифрову інформацію (у вигляді окремих "біт") на реле управління використовується другий регістр з 30 стандартних тригерних комірок, що забезпечує видачу сигналів - 12 в-0 в в канали зв'язку.
Для введення інформації вручну і видачі сигналів оператору в УМШП є пульт оператора з клавішними лінійками, лампочками сигналізації і звичайним годинником. Переривання програми, видача і прийом інформації від оператора, опитування лічильника часу здійснюється програмним шляхом.
В якості стандартних осередків УМШН обрані дуже прості і зручні в експлуатації транзисторні комірок імпульсно-потенційного типу, що включають логічні елементи та дозволяють реалізувати функціонально повну систему перемикальних функцій. Вони складають близько 70% електронної апаратури машини.
Підвищення надійності УМШП досягнуто кількома шляхами:
а) відмінним відпрацюванням логічних елементів і вузлів пам'яті;
б) завдяки використанню напівпровідникових і магнітних компонентів;
в) наявністю стандартних програм, що записуються в пасивній пам'яті;
г) для машини спроектовано спеціальний пристрій напівавтоматичного виявлення несправностей [12].
Досвід експлуатації перших зразків машин показав, що середньостатистичний час безвідмовної роботи УМШП становить 100 годин, причому, якщо не враховувати відмови з причин неякісних пайок, контактів і несправності механічних частин, то ця цифра підвищується до 1500 годин.
Потужність, споживана машиною від мережі трифазного струму 220/380 в, 50 гц становить близько 1,5 квт. Допускається відхилення напруги живлення на 10%. Температура приміщення, де працює машина, повинна знаходитися в межах +10°С - +30°С.
Детальний виклад принципів побудови і роботи УМШП і її окремих пристроїв дано в [1,5,7,12,16,19,22,28].
...Основна розрядна сітка машини складається з 26 розрядів, один з яких aзн призначається для запису знака числа, а інші a25...aі...a1 - для запису мантиси. У такому вигляді записані в прямому коді числа зберігаються в пам'яті машини. При виконанні арифметичних операцій розрядна сітка числа збільшується на кілька розрядів. Один розряд af додається до мантиси з боку старших розрядів для запису одиниці переповнення розрядної сітки, яка може виникнути в результаті арифметичних операцій. 5 розрядів a5q, ..., a1q додаються з боку молодших розрядів для збереження точності обчислень при операціях скороченого множення і ділення. Вони використовуються також в операціях додавання, віднімання і віднімання модулів, оскільки це, хоча і не збільшує точність обчислень, але дозволяє дещо спростити схему суматора завдяки використанню однієї і тієї ж схеми реалізації імпульсів циклічного перенесення для цих операцій і операцій множення і ділення. Один розряд ak використовується для позначення коду мантиси негативного числа, в якому вона зберігається на суматорі (або передається на суматор). Додавання даного розряду в принципі не є обов'язковим і пояснюється рішенням не робити зайвих інверсій числа, що залишається на суматорі і використовується в наступній операції.
З огляду на вищесказане, два числа, які беруть участь в операціях додавання, віднімання, віднімання модулів, множення і ділення, записуються в загальному вигляді 33 розрядами.
4.Результати дослідження УМШП в дослідно-промислових системах автоматизації
Автоматизація бесемерівського процесу виплавки сталі на базі УМШП
Вивчення бесемерівського процесу показало, що продуктивність бесемерівського цеху можна збільшити шляхом скорочення циклу робіт по кожній плавці за рахунок зменшення часу власне плавки і за рахунок скорочення тривалості допоміжних робіт [17]. Перше досягається при переході до автоматичного визначення готовності сталі в конверторі за допомогою цифрової управляючої машини. Цей метод дозволяє виключити проміжні повалення конвертора, які проводяться з єдиною метою взяття проби і визначення по ній часу продувки, що залишився. Рішення завдання прогнозування ходу плавки відкриває, в свою чергу, шлях до вирішення другого завдання - автоматизації диспетчерської роботи цеху.
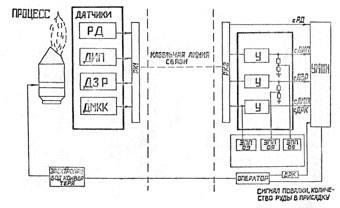
Структурна схема напівавтоматичної управляючої системи, призначеної для реалізації завдань першого етапу автоматизації стосовно бесемерівського цеху заводу ім. Дзержинського, показується на рис.3.
Система крім мінімальної модифікації УМШП включає: датчики інформації, блок підсилювачів, реєструючі прилади, реле запуску і зупинки обчислень в машині ДРК. Останні розроблені заводом-втузах ім. Арсеничева і заводом ім. Дзержинського.
Алгоритм керування конвертором, розроблений інженером Нікітіним А.І. і канд. фізико-матем. наук Гаргером К.С, викладено в [17] і [19].
Контролюючи процеси плавки, УМШП працює в реальному масштабі часу. Вона запускається на виконання програми кожну секунду імпульсами, які надходять від датчика часу.
Програма розрахована так, що навіть в тих випадках, коли число операцій, що реалізуються нею, досягає максимального значення, машина виконує їх за час менший, ніж одна секунда.
Безпосередньо після кожного чергового запуску від секундного імпульсу машина виконує групу команд прийому інформації від оператора. Основним призначенням цієї групи команд є визначення загальної характеристики даного моменту часу. Опитуючи релейний датчик роботи конвертора (ДРК), машина визначає, чи ведеться в даний момент плавка або має місце перерва між плавками.
Якщо плавка ведеться, машина переходить до виконання робочої групи команд. В першу чергу машина визначає на підставі інформації, накопиченої в спеціальних комірках, в якому з чотирьох можливих періодів знаходиться плавка і відповідно до періоду виконує ту чи іншу послідовність дій.
У четвертому періоді машина лише визначає кінцеву температуру плавки. Закінчується цей період видачею сигналу на повалку конвертора.
В результаті проведення дослідної серії плавок було встановлено, що використання машини дозволяє збільшити в 5÷6 разів кількість вдало зупинених плавок, що при перерахунку на цех дозволяє заощадити 2÷2,5 години за добу і, таким чином, дає можливість провести три додаткових плавки.
Створення напівавтоматичної управляючої системи на базі УМШП не викликало жодних істотних технічних труднощів. Мінімальна модифікація машини виявилася достатньою для реалізації обчислювальної роботи, знімання інформації з датчиків, друку даних, і сигналізації оператору про закінчення плавки, необхідних на першому етапі автоматизації, коли система обслуговувала два конвертори.
При переході на управління чотирма конверторами алгоритм управління дещо, але не суттєво, змінюється. Аналіз алгоритму управління показує, що управляюча машина, що здійснює автоматичний контроль за ходом плавки в 4 бесемерівських конверторах, повинна забезпечувати автоматичне опитування 16 датчиків аналогового типу; точність перетворення аналогових величин в дискретні повинна бути не нижче 0,5%. Необхідний для управління чотирма конверторами об'єм оперативної пам'яті - не більше 512 26 розрядних двійкових чисел. Об'єм пасивної пам'яті для запису команд - 512 "слів".
На третьому етапі автоматизації розглянутий алгоритм управління може бути доповнений низкою завдань, пов'язаних з автоматизацією диспетчерських робіт в цеху. До них можна віднести наступні:
- підрахунок ваги і хімічного складу чавуну міксера;
- прогнозування хімскладу чавуну, що заливається в конвертори;
- визначення бажаного темпу завантаження міксера і бажаного хімскладу чавуну, що заливається в міксер;
- підрахунок чавуну, що надходить з доменного цеху протягом доби;
- підрахунок ваги чавуну, що переробляється в конверторах за добу;
- складання оптимального графіка роботи конверторів;
- облік просування злитків в рейкобалковий цех;
- складання графіка підготовки виливниць і т.п.
Для виконання завдань третього етапу склад блоків пам'яті УМШП збільшується до повного комплекту.
Результати дослідження підтвердили можливість і економічну доцільність використання УМШП в бесемерівському цеху металургійного заводу імені Дзержинського і дозволили рекомендувати УМШП для системи управління нещодавно споруджуваним конверторним цехом з кисневою продувкою (на заводі ім. Ілліча, м. Жданов, на Нижньотагильскому металургійному комбінаті та ін.).
Робота зі створення дослідної управляючої системи для аміачного циклу содового виробництва
Содовий завод є складним комплексом цілого ряду технологічних об'єктів (станцій), взаємно пов'язаних між собою спільністю технологічного процесу отримання соди (станції розсілоочищення, випалювання вапна, абсорбції, карбонізації, дистиляції і т.п.).
Робота зі створення управляючої системи для содового виробництва ведеться Інститутом кібернетики АН УРСР і Науково-дослідним інститутом основної хімії (НДОХІМ) стосовно до Слов'янського новосодового заводу. НДОХІМ і заводом проведена велика робота по алгоритмізації та підготовці основних об'єктів заводу до управління за допомогою цифрової машини. Зважаючи на складність це завдання доводиться вирішувати частинами. На першому етапі важливо було перевірити правильність знятих статистичним шляхом характеристик і оцінити можливість їх використання для складання елементарних алгоритмів управління стосовно до окремих нескладних об'єктів содового виробництва. Така спроба, з ініціативи автора, зроблена стосовно карбонізаційної колони.
Досвід з управління карбоколоною був здійснений без установки УМШП на об'єкті. Замість неї використовувалися:
а) універсальна цифрова машина "Київ" Інституту кібернетики АН УРСР (м.Київ), забезпечена схемою автоматичного введення даних з телеграфної лінії;
б) пристрій, що реєструє РЦП для знімання і перетворення в цифрові коди даних з 12 датчиків, встановлених на колоні, забезпечений блоком автоматичної передачі їх по телеграфній лінії в обчислювальну машину "Київ".
Аналіз даних досліду показав на необхідність уточнення методики математичного моделювання об'єктів.
Ознайомлення з інформаційно-топографічними характеристиками об'єктів аміачного циклу заводу дозволило встановити, що для знімання інформації основних датчиків, встановлених на об'єктах циклу, пристрій зв'язку УМШП має бути використано в повному обсязі. З огляду на це, а також через відсутність остаточних даних про алгоритм управління, для заводу обрано основну модифікацію УМШП з максимальним комплектом апаратури.
Вона встановлена на центральному диспетчерському пункті заводу, де зосереджуються основні потоки інформації.
На перших етапах автоматизації заводу УМШП використовується для автоматизації процесу вивчення виробництва, а також для роботи в режимі "порадника" і дослідів з управління тими ділянками виробництва, які досить вивчені і мають підготовлену систему датчиків. Уточнення алгоритмів управління, підключення до машини всіх технологічних об'єктів, а також розробка відповідних блоків передачі управляючих сигналів від машини до регуляторів дозволить перейти до остаточного етапу - створення системи оптимального автоматичного управління аміачного циклу содового виробництва.
Автоматизація процесів підготовки даних для виготовлення судокорпусних деталей
Автоматизація робіт в корпусообробному цеху суднобудівного заводу зажадала розробки і запуску обчислювального комплексу, розрахованого на реалізацію нової технології, що базується на аналітичних методах підготовки даних для вирізки деталей замість звичайних графоаналітичних. Автоматизація основних технологічних процесів дала можливість скоротити терміни робіт, що істотно збільшило продуктивність праці.
Обчислювальний комплекс є першою ланкою системи комплексної автоматизації "Авангард", встановленої і запущеної в дослідну експлуатацію на одному із заводів Чорноморського раднаргоспу (ЧРНГ).
В якості основної обчислювальної машини комплексу була використана розроблена для цієї мети обчислювальна модифікація УМШП, що відрізняється наявністю перфокартних пристроїв введення та виведення, повним комплектом блоків пам'яті, а також має пристрій виведення на перфострічку. Пристрій зв'язку зі складу даної модифікації виключено.
Основним завданням для УМШП є автоматичне складання карт розкрою деталей і підготовка даних для інтерполятора, що реалізує процес запису програми вирізки деталей на магнітну стрічку.
Другою ланкою системи "Авангард" є газорізальних верстат з програмним управлінням, розроблений Інститутом автоматики (м.Київ) та ЧРНГ. Організація автоматизованого процесу проектування та підготовки даних для верстатів з програмним керуванням пояснюється на рис.4.
<ІMG align="left" src="ІMAGES/T-DP3.jpg" wіdth="340" heіght="204" alt="Організація автоматизованого процесу проектування та підготовки даних для верстатів з програмним керуванням" vspace="5" hspace="10">
Економічний ефект від впровадження системи автоматизації становить по раднаргоспу близько 200.000 рублів на рік. У міру появи газорізальних верстатів на інших заводах раднаргоспу економічний ефект буде збільшуватися. Обчислювальний комплекс розрахований на обслуговування декількох газорізальних верстатів.
Аналіз результатів дослідження машини УМШП в системах автоматизації розглянутих вище об'єктів, а також ознайомлення з рядом інших виробничих об'єктів з точки зору вимог до управляючої машини дозволяють стверджувати, що принцип широкого призначення, вперше реалізований в машині УМШП, є вельми раціональним і що технічні способи його реалізації є, в основному, правильними.
Отримані при дослідженні матеріали дали можливість скласти рекомендації для подальшого розширення можливостей машини в процесі її серійного виробництва, а також дозволили накопичити фактичний матеріал для виявлення специфіки проектування управляючих машин і систем та шляхів впровадження їх в промисловість.
Рекомендації на модернізацію машини відповідно до Акту Держкомісії Комітетів по автоматизації і машинобудуванню Держплану СРСР і радіоелектроніки СРСР від 15.1У.63 р. передані заводу-виробнику.
Матеріали дослідної перевірки УМШП і дослідження, що доповнюють їх, викладені в [1,2,8,9,11,16,17,18,19,20].
5. Дослідження надійності УМШП
Дослідження питань надійності було проведено на перших дослідних зразках машини УМШП, запущених в експлуатацію на підприємствах Дніпровського (Д) і Чорноморського (Ч) раднаргоспів.
Машина Д експлуатується з січня 1962 року і до моменту завершення досліджень напрацювала 10800 годин, машина Ч експлуатується з липня 1962 р. (6500 годин). Температурний режим при експлуатації обох машин був приблизно однаковий: температура в приміщеннях коливалася в межах 19÷37°С. Обидві машини працювали в більшості випадків в дві зміни з виключенням на ніч, тобто по 16 годин на добу.
З огляду на те, що різні етапи експлуатації машин відрізнялися режимами профілактик і кваліфікацією обслуговуючого персоналу, весь період експлуатації машин розбивається на два етапи: 1-й етап - друга половина 1962 року, ІІ-й етап - перші чотири місяці 1963 року. Етапи характеризуються такими умовами експлуатації: для машини Д: 1-й етап - відсутність щодобових профілактичних заходів при ранковому включенні машини. Проводяться тільки вимушені роботи при відмовах машини ІІ-й етап - регулярні добові профілактики (30÷60 хвилин) після ранкового включення Обслуговуючий персонал - інженер і два техніка. Для машини Ч: 1-й етап той же, що і для машини Д; ІІ-й етап - регулярні профілактики, але менш кваліфікована обслуговуюча бригада.
У таблиці 1 наводяться характеристики надійності машин Д і Ч окремо за двома етапами, а також усереднені дані за весь контрольний період.
За період, що контролюється спостерігалися такі максимальні Tmax і мінімальні Tmіn відрізки часу безвідмовної роботи:
Для Д: Tmax = 372 год., 350 год.
Для Ч: Tmax = 436 год., 300 год.
Tmіn = 33 години.
Статистичні дані про середній час безвідмовної роботи окремих пристроїв машини наведені в таблиці 2.
Таблиця 1
| Характеристики | Етап | Д | Ч |
|---|
| Середній час безвідмовної роботи Т | I
II | 91 год.
125 год. | 107 год.
67 год. |
| Усереднений Т | | 110 год. | 87 год. |
| Середньодобовий час профілактичних робіт tnc | I
II | 1 год. 43 хв.
1 год. 00 хв. | 2 год.
1 год. 48 хв. |
| Усереднений tnc | | 1 год. 11 хв. | 1 год. 54 хв. |
| Середньодобові втрати часу на усунення несправностей tунс | I
II | 0 год. 43 хв.
0 год. 11 хв. | 0 год. 7 хв.
0 год. 30 хв. |
| Усереднений tунс | | 0 год.. 23 хв. | 0 год. 18 хв. |
| Середньодобовий час безвідмовної роботи tбс | I
II | 21 год. 45 хв.
22 год. 49 хв. | 21 год.53 хв.
21 год. 42 хв. |
| Усереднений tбс | | 22 год. 24 хв. | 21 год. 48 хв. |
| Середній час усунення неполадок | | 1 год. 53 хв.
(зібрано недостатньо інформації). | |
Таблиця 2
| Найменування пристроїв | T (год.)
Д | T (год.)
Ч |
|---|
| Арифметичний пристрій | 1820 | 2140 |
| Пристрій управління | 1820 | 2140 |
| Пристрій зв'язку з об'єктом-1 | 1820 | - |
| Пристрій зв'язку з об'єктом-II | 610 | - |
| Оперативний запам'ятовуючий пристрій | 610 | 535 |
| Пристрій вводу-виводу | 395 | 535 |
| Читаючий пристрій | - | 535 |
| Вихідний перфоратор | - | 1070 |
| Блок живлення | 3200 | - |
| Пульт керування | 4200 | 1070 |
За статистичною інформацією, отриманою на машині Ч, неполадки розподіляються наступним чином:
- вихід з ладу радіотехнічних деталей через старіння елементів 8,0%;
- неполадки в пайках і контактах, короткі замикання в монтажі 70,4%;
- механічні неполадки у ввідних і вихідних пристроях 21,6%.
В результаті статистичної обробки даних, отриманих при дослідженні машини Ч, встановлені інтенсивності відмов основних елементів. У таблиці 3 наведені дані за λ-характеристиками елементів при обліку поступових відмов (лівий стовпець) і при обліку всіх видів відмов (правий стовпець). Довірчий інтервал для λ-характеристик оцінювався з достовірністю α=0,9.
Таблиця 3
| Найменування елемента | х 10-5 | х 10-5 |
|---|
| Тригер | 0,39 | 0,97 |
| Підсилювач | 0,27 | 0,34 |
| Потенційний елемент | - | 0,58 |
| Елемент сигналізації | 3,5 | 3,6 |
| Тригер високочастотний | - | 22 |
| Підсилювач зчитування | 6,8 | 7,4 |
| Пристрій для формування адреси | - | 1,8 |
| Комутуюча комірка | - | 2,1 |
У таблиці 4 зведені значення характеристик різних елементів машини. В останніх двох стовпчиках таблиці наведені значення сумарних частот відмов через ту чи іншу компоненти. Достовірність даних α=0,9.
За даними машини Д відмови напівпровідникових тріодів (П15, П16А, П16Б) відбувалися з наступних причин.
Пробій (Iк0 > 500 мка) - 50%
Зміна коефіцієнта посилення ( β < 20) - 9,1%
Перегорання - 9,1%
Механічні ушкодження - 31,2%
Таблиця 4
| Найменування | Кiлькiсть деталей | х 10-6
Д | х 10-6
Ч | х 10-3
Д | х 10-3
Ч |
|---|
| Тріоди | 4500 | 0,45 | 0,41 | 2,02 | 1,84 |
| Діоди | 11500 | 0,13 | 0,02 | 1,51 | 0,23 |
| Опори | 13000 | 0,01 | 0,01 | 0,13 | 0,13 |
| Конденсатори | 5000 | 0,07 | 0,04 | 0,35 | 0,02 |
| Контакти | 23200 | 0,25 | 0,12 | 5,81 | 2,78 |
| Пайки | 190000 | 0,02 | 0,048 | 3,8 | 9,1 |
| Механічні деталі | - | - | - | - | - |
| | | | | |
Наведені вище статистичні дані дозволяють зробити наступні висновки.
1. Машина УМШП за основними характеристиками надійності повністю задовольняє технічним вимогам на машину.
2. Більшість всіх несправностей виникає через неякісне виготовлення комірок і вузлів дослідних зразків машини. При суттєвому удосконаленні технологічного процесу для серійних машин, що випускаються, можливо досягти значного збільшення надійності без будь-яких змін принципової структури пристроїв машини. Результати досліджень викладені в [26].
6. Специфіка проектування цифрових управляючих машин і систем промислового призначення
Основні задачі проектування
Створення цифрової управляючої системи потребує вирішення складного комплексу задач. У число їх входять наступні:
1. Попереднє ознайомлення з виробничим процесом з метою визначення можливості і доцільності автоматизації процесу за допомогою цифрової управляючої системи.
2. Вивчення процесу, складання алгоритму управління і визначення вимог до структури і параметрів управляючої системи.
3. Підготовка процесу до переведення на управління від цифрової системи.
4. Вибір цифрової управляючої машини і додаткового обладнання, що входить в систему управління. При відсутності підходящої машини і додаткового устаткування - проектування спеціалізованої машини і необхідного устаткування.
5. Установка і дослідна експлуатація управляючої системи.
6. Доопрацювання системи управління в цілому, виходячи з даних, отриманих при дослідній експлуатації.
Результатом попереднього ознайомлення з процесом повинна бути відповідь на питання про можливості та економічну доцільность використання цифрової управляючої системи.
Для такої відповіді необхідно спочатку познайомитися з існуючим процесом, обладнанням і автоматикою, що застосовуються для його реалізації. Далі слід переглянути накопичені на підприємстві дані, що характеризують протікання процесу і його техніко-економічні показники. Після цього з'ясовуються можливості більш ефективного управління процесом і визначаються орієнтовні вимоги до структури і параметрів цифрової управляючої системи, що дозволяють визначити тип управляючої машини в системі (спеціалізована, широкого призначення і т.п.) і характер зв'язків машини з процесом. В результаті визначається можливий економічний ефект. Загальні рекомендації про те, як проводити цю роботу, подані в [19].
Процес, обраний в результаті попереднього ознайомлення для автоматизації, підлягає подальшому вивченню, практичною метою якого, є складання алгоритму управління і визначення вимог до параметрів цифрової управляючої системи. Характер цієї роботи залежить від результатів, отриманих при вирішенні першої задачі.
Якщо попереднє ознайомлення з процесом показує, що для управляючої системи необхідна спеціалізована управляюча машина, то робота по визначенню її параметрів повинна бути виконана з особливою ретельністю. При цьому необхідно оцінити також можливу зміну процесу в найближчому майбутньому з тим, щоб врахувати це при конструюванні машини. Очевидно, що конструювання спеціалізованої машини може бути розпочато тільки після завершення основного обсягу робіт з алгоритмізації виробничого процесу. Таким чином, спеціалізовану машину, як правило, не можна застосовувати для вивчення процесу, оскільки її в період вивчення ще немає. Для цього можна використовувати машини централізованого контролю. Обробку отриманих з їх допомогою експериментальних даних доцільно здійснювати на універсальних обчислювальних машинах. Попередню обробку програм управління можна виконувати шляхом дослідів управління на відстані, подібно до того, як це описується вище, стосовно карбонізаційної колони содового заводу.
Якщо ж для управляючої системи вдається підібрати модифікацію машини широкого призначення, що приблизно задовольняє вимогам, отриманим при ознайомленні з процесом, то з'являється можливість встановити машину на об'єкті на самому початку робіт з алгоритмізації і використовувати її при детальному вивченні процесу. Природно, що при такому рішенні істотно знижуються вимоги до якості роботи 1-го етапу алгоритмізації. Вона повинна виконуватися так, щоб наступні уточнення вимог до машини виявилися в межах можливої модифікації її параметрів. Ще більш зручний наступний варіант здійснення завдання детального вивчення процесу, придатний для обох, розглянутих вище, випадків. Він полягає в тому, що вивчення процесу проводиться за допомогою машини, спеціально пристосованої для вивчення процесів і використовується лише для цієї мети. Для того, щоб забезпечити велику кількість об'єктів, машина встановлюється в причіп, що легко перевозиться або безпосередньо на автомашину2. Додатково до цифрової машини слід мати ряд моделюючих установок, за допомогою яких можна моделювати об'єкт, що вивчається в міру його вивчення. Отриману модель можна використовувати для відпрацювання алгоритму управління в лабораторних умовах.
Для того, щоб визначити остаточні вимоги до цифрової управляючої системи, необхідно уточнити дві групи даних про процес:
1. Групу даних, що дозволяє визначити "зовнішні" параметри управляючої системи.
2. Групу даних, за якими знаходяться "внутрішні" параметри управляючої системи.
Перші складаються, в основному, на базі інформаційно-топографічних характеристик джерел і приймачів інформації, що намічаються для системи управління, а також виходячи з аналізу дій оператора, і включають такі основні відомості.
а) Топографічне розташування джерел і приймачів інформації.
б) Топографічне розташування диспетчерських пунктів і приймачів інформації.
в) Кількісна оцінка джерел і приймачів інформації, за типами, для кожного диспетчерського пункту.
г) Характеристики кожного з типів джерел інформації: вид сигналу на виході (на вході в управляючу систему), його діапазон зміни, точність інформації, що поставляється їм, необхідна частота знімання інформації, характер знімання інформації (ручний, автоматичний), особливості ручного введення інформації.
д) Характеристика кожного з типів приймачів інформації: вид сигналу на вході (на виході з управляючої системи), його діапазон зміни, точність прийнятої їм інформації, необхідна частота видачі сигналу.
е) Бажаний характер видачі інформації (ручний, автоматичний).
ж) Оцінюється можливість поетапного вирішення завдання автоматичного управління.
з) Окремо описуються функції оператора, його участь в управлінні процесом.
і) Дається малюнок мнемосхеми процесу і опис її роботи.
Друга група даних представляється, в основному, алгоритмом управління.
Зміст і значення завдання алгоритмізації виробничих процесів
Основним завданням алгоритмізації технологічного процесу є складання алгоритму управління, що відповідає вимогам оптимального управління процесом. Ці вимоги, а також сам підхід до складання алгоритму багато в чому визначаються особливостями конкретного виробничого процесу. Спільного рішення задачі алгоритмізації в даний час не існує.
Алгоритм управління складається, виходячи із загальної логіко-математичної моделі виробничого процесу та інформаційних характеристик джерел і приймачів інформації в системі управління.
Визначення інформаційних характеристик джерел і приймачів інформації є частиною завдання алгоритмізації. Її рішення дозволяє відповісти на питання: які повинні бути методи обробки інформації, що надходить з датчиків, і в якому вигляді інформація повинна передаватися на приймачі інформації?
У більшості випадків попередню відповідь на це питання можна отримати після ретельної статистичної обробки "реєстраційних" матеріалів, які накопичуються при вивченні виробничого процесу. Використання машин централізованого контролю, цифрових обчислювальних і управляючих машин (наприклад, УМШП) істотно прискорює виконання цієї складної роботи. Остаточна відповідь дається після складання алгоритму управління. Друга важлива частина завдання алгоритмізації - складання логіко-математичної моделі процесу. Вона може вирішуватися двома основними шляхами - детерміністським або статистичним. На першому етапі впровадження цифрових управляючих машин слід віддати перевагу другому шляху, оскільки машини будуть встановлюватися, в основному, на існуючі підприємства. У той же час дуже важливо розвивати і детерміністські методи з тим, щоб мати можливість складати алгоритм управління і вибирати управляючу машину ще в процесі проектування виробництва.
Наявність загальної логіко-математичної моделі процесу дозволяє перейти до вирішення третьої - основної задачі алгоритмізації - складання загального алгоритму управління.
Останній, як правило, включає наступні основні дії:
а) знімання поточної інформації з датчиків керованого об'єкта;
б) первинна обробка поточної інформації;
в) рішення задачі оптимального управління процесом;
г) обчислення управляючих впливів і даних для сигналізації;
д) видача інформації для управління і сигналізації.
<ІMG align="left" src="ІMAGES/T-DP4.jpg" wіdth="340" heіght="215" alt="Структурна схема типової системи управління з використанням машини УМШП" vspace="5" hspace="10">
Алгоритмізація процесу завершується складанням програми роботи управляючої машини. Аналіз останньої, а також аналіз інформаційно-топографічних характеристик джерел і приймачів інформації в системі управління дозволяє з'ясувати раціональну структуру управляючої системи, вимоги до параметрів цифрової управляючої машини і пристрою (пристроїв) зв'язку з об'єктом, тобто основні вихідні дані для подальших етапів проектування.
Структурна схема типової системи управління з використанням машини УМШП наводиться на рис.5.
Питання, пов'язані з алгоритмізацією процесів, інформаційно-топографічними характеристиками об'єктів і структурою цифрових систем управління викладаються в [19] і [27].
Можливий варіант нормального ряду і принципи побудови цифрових управляючих машин для автоматизації зосереджених об'єктів
В [10] і [19] розглядається один з можливих варіантів нормального ряду управляючих машин для автоматизації об'єктів зосередженого характеру. Принципи побудови ряду формулюються на основі вивчення деяких алгоритмів управління промисловими процесами та аналізу параметрів зарубіжних і вітчизняних цифрових управляючих машин і систем, в тому числі УМШП [3,4,14,15,28].
Перспективи використання машин нормального ряду, як показує досвід застосування машини УМШП, виключно великі.
На їх базі можна буде створювати цифрові автоматичні системи управління великим колом виробничих процесів в хімічній, металургійній, нафтопереробній, цементній та інших галузях промисловості.
Принцип широкого призначення повинен отримати в машинах ряду найбільш повне втілення. Це повинно позначитися на створенні досить досконалих схем зв'язку управляючої машини з об'єктами, на універсальності елементів і основних вузлів машин, на розширенні можливостей окремих типів машин, на збільшенні можливостей об'єднання машин в складні управляючі системи.
Це призводить до необхідності при розробці структури побудови управляючих систем йти по шляху створення максимально простих і високонадійних систем. Зокрема вельми доцільно в цифровій гілці ДСП мати таку систему, в якій електронна цифрова швидкодіюча машина буде центральною оптимізуючою ланкою, управляючою (видає завдання) цілою системою місцевих ланок управління, що складаються з пневматичних (або електричних) центральних регуляторів (на 10÷20 параметрів, що регулюються) дискретного або безперервного принципу дії, а також блоків двохпозиційної дії, керованих також від машини.
Доцільно також опрацювати питання про включення в номенклатуру машин нормального ряду вузлів безперервної дії для автоматизації елементарних обчислень на локально розташованих об'єктах.
Для машин ряду доцільно розробити загальну елементарно просту мову для запису алгоритмів управління і відповідні інтерпретуючі програми для перекладу алгоритму з спільної мови в програму для конкретної машини.
Основні методи або шляхи вирішення сформульованих вище завдань проектування цифрових управляючих машин і систем викладаються в [19].
В силу новизни і складності питань, що розглядаються дані матеріали в ряді місць мають дискусійний характер.
7. Впровадження УМШП в промисловість
Машина УМШП - перша в СРСР цифрова управляюча машина промислового призначення, що серійно випускається.
В даний час на різних об'єктах встановлені і успішно експлуатуються в системах контролю і управління дев'ять машин УМШП. Одна з машин використовується в бесемерівському цеху заводу ім. Дзержинського в системі контролю і управління повалкою бесемерівських конверторів. Використання машини скорочує час плавки сталі в конверторі і дозволяє заощадити цеху дві - дві з половиною години на добу. При переході на автоматичний контроль всіх конверторів та оптимальне управління диспетчерської роботою за допомогою УМШП орієнтовний економічний ефект від впровадження системи управління складе близько 250 тисяч рублів на рік.
Друга машина працює в системі комплексної автоматизації процесів проектування і виготовлення суднокорпусних деталей "Авангард". На відміну від першого випадку тут використовується тільки обчислювальна частина машини. На ній виконується автоматична розкладка суднокорпусних деталей і готуються дані для інтерполятора, записуючого карти розкрою на магнітну стрічку. Остання передається на верстати з програмним управлінням. Економічний ефект використання системи склав близько 200 тисяч рублів в перший рік її експлуатації і буде збільшуватися в міру збільшення кількості газорізальних верстатів до розрахункової норми.
Крім цього, на машині вирішуються завдання з планування суднобудівного виробництва.
Три машини УМШП експлуатуються в різних НДІ в системах автоматизації складних фізичних експериментів, характерною особливістю яких є великий обсяг інформації, що підлягає обробці в процесі і після проведення експерименту. Застосування машини дозволило скоротити терміни і поліпшити якість експерименту.
Два зразка машини використовуються для підготовки даних до верстатів з програмним керуванням, а також ряду техніко-економічних розрахунків для окремих ділянок виробництва, де вони встановлені.
Вельми цікавим випадком є використання однієї з машин УМШП в системі програмованого навчання, реалізованої Київським вищим інженерним радіотехнічним училищем.
В Інституті кібернетики АН УРСР машина УМШП включена до складу обчислювального комплексу, призначеного для алгоритмізації технологічних процесів. Вона встановлена на автомашину і періодично встановлюється на тих об'єктах, які підлягають вивченню з метою визначення їх характеристик та складання математичної моделі.
Таке використання машини є досить ефективним, тому що істотно прискорює процес алгоритмізації об'єктів.
До кінця 1964 року машини УМШП встановлюються ще на ряді підприємств, в тому числі: азотно-туковому, мідеплавильному, цементному, сталеплавильному заводах, двох металургійних комбінатах та ін. Вони будуть працювати в системах контролю і управління різними об'єктами цих заводів, причому частину систем намічається виконати у вигляді автоматичних замкнутих систем.
Певні успіхи, наявні у впровадженні машини УМШП, досягнуті завдяки наступним обставинам.
а) Дуже вдало вибрані параметри машини.
б) Позначилися позитивні сторони принципу широкого призначення, покладеного в основу розробки машини.
в) Заключний процес конструювання машини здійснювався разом з заводом-виробником.
г) Підготовка кадрів для експлуатації перших зразків машин на місцях була здійснена в процесі розробки машини.
д) Дослідження автоматизованих процесів, складання алгоритмів керування було виконано завчасно, оскільки широке призначення машини дозволило проводити цю роботу паралельно з процесом проектування машини.
е) Позитивну роль зіграли досліди управління досліджуваними об'єктами на відстані, що проводяться за допомогою універсальної машини "Київ". Вони дозволили завчасно перевірити якість алгоритмізації об'єктів і дали можливість розробити більш точні методи управління.
ж) Велику роль у справі впровадження зіграли високі експлуатаційні якості УМШП.
Висновок
Представлені роботи є результатами досліджень, виконаних у зв'язку з розробкою, створенням і впровадженням управляючої машини широкого призначення УМШП.
Найбільшу увагу в роботах приділено принципам побудови цифрових управляючих машин широкого призначення, аналізу систем автоматизації з використанням УМШП, питань специфіки проектування цифрових управляючих машин і систем промислового призначення, а також тенденціям і перспективам їх розвитку.
Відмінною особливістю досліджень є їх практична спрямованість. Основні теоретичні висновки отримали реальні технічні здійснення в вигляді машини УМШП і ряду систем автоматизації промислового призначення.
Основні результати, отримані в роботах, зводяться до наступного.
1. Розроблено принципи побудови першої в СРСР цифрової управляючої машини широкого призначення УМШП.
2. Доведено раціональність принципу широкого призначення для цифрових управляючих машин загальнопромислового призначення.
3. Розроблено принципи побудови цифрових систем автоматизації на базі УМШП.
4. Показано специфіку проектування цифрових управляючих машин і систем промислового призначення: сформульовані завдання проектування, показано зміст і значення завдання алгоритмізації виробничих процесів, виявлено особливості аналізу результатів реєстраційного експерименту, розглянуті інформаційно-топографічні особливості виробничих об'єктів і можливості обміну інформацією між ними і цифровою машиною, показані основні етапи створення цифрових систем автоматизації та ін.
5. Складено й передані заводу-виробнику рекомендації щодо подальшого удосконалення УМШП в процесі серійного виробництва.
6. Показана економічна ефективність використання УМШП для автоматизації ряду різних промислових об'єктів.
7. Узагальнено матеріали по вітчизняним і зарубіжним цифровим управляючим машинам загальнопромислового призначення; показані тенденції їх розвитку.
8. Складено рекомендації щодо нормалізації цифрових управляючих машин промислового призначення.
Під керівництвом автора доповіді здійснено:
1. Проектування УМШП.
2. Передача УМШП в серійне виробництво.
3. Досвід управління карбонізаціонною колоною содового заводу на відстані за допомогою електронної цифрової машини "Київ".
4. Запуск в дослідну експлуатацію системи автоматизації з використанням УМШП в бесемерівському цеху заводу ім. Дзержинського; запуск обчислювального комплексу системи автоматизації "Авангард" на суднобудівному заводі ЧРНГ; вимірювального комплексу (що включає УМШП в якості основної машини контролю і обробки даних складного експерименту) в науково-дослідній організації і обчислювального комплексу для цілей вивчення промислових об'єктів в Інституті кібернетики АН УРСР.
Додаток 1
Список наукових праць і винаходів
1. Автоматизація промислових об'єктів за допомогою цифрових обчислювальних машин. Автоматика та приладобудування. м.Київ, 1961 р. №3
2. Багатоцільові цифрові управляючі машини для промислової автоматизації. Чехословаччина. 1961 р. №8
3. Виробництво і експлуатація цифрових обчислювальних машин за кордоном. ДНТК РМ УРСР, 1961 р. Співавтор Карнаух
4. Лічильно-вирішальні пристрої та їх значення в розвитку науки і техніки. Міністерство вищої і середньої освіти УРСР. 1960 р.
5. Управляюча машина широкого призначення. Свідоцтво про реєстрацію виконаної науково-дослідної та дослідно-конструкторської роботи №30832. Комітет у справах винаходів і відкриттів. 1962 р. Колектив розробників.
6. Управляюча машина широкого призначення УМШП. Збірник "Автоматичний контроль і методи електричних вимірювань", 1961 р.
7. Побудова багатоканальних електронних перемикаючих схем. Автоматика та приладобудування, м. Київ, 1963 р. №1. Співавтор Жук Л.А.
8. Управляюча машина широкого призначення (УМШП) і її використання в ув'язці з диспетчерською централізацією. Кібернетика на транспорті. Матеріали заочного семінару, тема №16. Київський будинок НТП. 1962 р. Співавтори Б. дел РІО, Абакумова Н.М.
9. Управляюча машина для автоматизації складних виробництв. "Автоматика". Вид-во АН УРСР, 1962 р., №6. Співавтор Янович І.А.
10. До питання створення нормального ряду цифрових управляючих машин для автоматизації промисловості. Автоматизація хімічних виробництв, Вип.1, Зб. ВКБА, 1962 р.
11. Управління металургійними процесами на великій відстані за допомогою електронної обчислювальної машини. Автоматика та приладобудування, м.Київ, 1961 р., №1. Співавтор Кузнецов М.Н.
12. Винахід. ᥆авт.св. 772310 (26-24), 1962 р. Співавтор Коритна Л.О.
13. Застосування обчислювальних машин в хімічній промисловості. Питання обчислювальної техніки. Держтехвидав, м.Київ, 1961 р. Співавтор Грубов В.І.
14. Стан і перспективи розвитку робіт в Українській РСР по створенню і впровадженню цифрових управляючих машин для автоматизації виробничих процесів і основні завдання, які стоять перед обчислювальною технікою в справі забезпечення робіт з комплексної автоматизації виробництва. Для службового використання. Праці конференції з комплексної автоматизації радіоелектронної промисловості УРСР, м.Львів, Укрраднаргосп, 1962 р.
15. Технічна характеристика, принципи побудови та робота управляючої машини широкого призначення. Праці наради по автоматизації виробництва під ред. проф. Солодовникова.
16. Управляюча машина широкого призначення і деякі можливості її використання. Автоматизація виробничих процесів із застосуванням засобів обчислювальної техніки. Зб. доповідей ЦБТІ. Москва, 1962 р. Співавтор Глушков В.М.
17. Система автоматичного контролю конверторної плавки з використанням управляючої машини. Сталь. Металургвидав, 1963 р. Співавтори Гаргер К.С., Нікітін А.І. та ін.
18. Цифровий метод в технології проектування і виготовлення судокорпусних деталей. Праці наради по автоматизації виробництва під ред. проф. Солодовникова. Співавтори Спину Г.А., Скурихін В.І.
19. Цифрові управляючі машини та автоматизація виробництва. Машгиз, 1963 р.
20. Система автоматичного керування повалкою бесемерівського конвертора із застосуванням цифрової управляючої машини. Праці наради по автоматизації виробництва під ред. проф. Солодовникова.
21. Розробка і дослідження управляючої машини широкого призначення. Науковий звіт, 1962 р.
22. Управляюча машина широкого призначення. Технічний звіт, 1961 р. 25 томів. Колектив розробників.
23. Система автоматизації процесів проектування судокорпусних деталей "Авангард". Науковий звіт, 1962 р. 8 томів. Колектив розробників.
24. Досвід з управління на відстані карбоколоною за допомогою цифрової машини. Науковий звіт, 1962 р. 3 томи. Колектив розробників.
25. Конструкція і експлуатаційні характеристики УМШП. Матеріали Всеросійської н-т. наради з механізації та автоматизації інженерних та управлінських робіт в промисловості і будівництві. 1963 р. Співавтор Митулінський Ю.Т.
26. Дослідження надійності управляючої машини широкого призначення "Дніпро". Приладобудування та автоматика, м.Київ, 1964 р. Співавтор Забара С.С.
27. Методика алгоритмізації виробничих процесів. Доповідь на Всесоюзній нараді по впровадженню управляючих машин в промисловість, 1963 р. Співавтор Нікітін А.І.
28. Перспективи розвитку і використання цифрових управляючих машин широкого призначення. Доповідь на Всесоюзній нараді по впровадженню куправляючих машин в промисловість, 1963 р.
1Подається в скороченні. Оригінал зберігається в Московському державному політехнічному музеї.
2В Інституті кібернетики АН УРСР для автоматизації процесу вивчення об'єктів використовується УМШП, встановлена в спеціально обладнаній машині.
Борис Малиновський "Документальна трилогія"
ТОВ "Видавництво "Горобець", 2011. -336стор.: 90 іл. ISBN 978-966-2377-19-4
© Б.М.Малиновський, 2011